Масса стружки
10+
Downloads

Everyone
info


About this app
Calculating cutting speed and chip weight
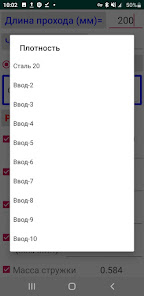
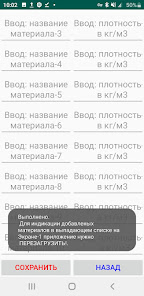
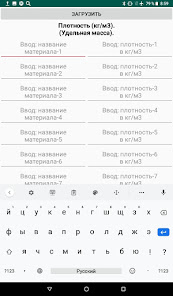
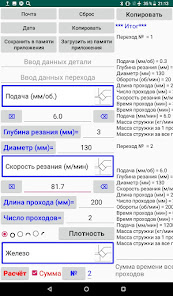
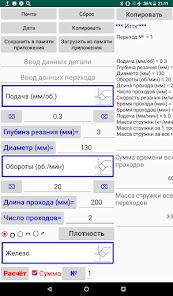
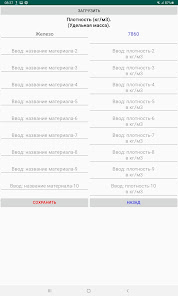
On screen-1, click the [Density] button and enter the name of the material into the table in the left column and the numerical value in the right one.
After entering the data, you need to save them.
To display the added materials in the drop-down list on Screen-1, the application needs to be restarted.
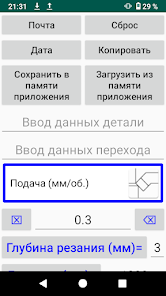
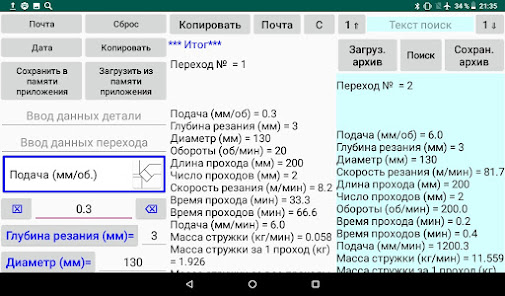
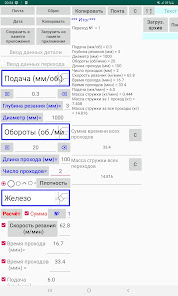
When entering cutting modes for a lathe or carousel:
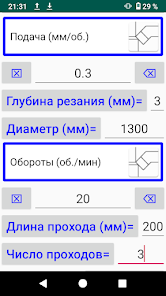
Feed (mm / rev) or (mm / min)
Cutting depth (mm)
Diameter (mm)
Revolutions (rpm) or cutting speed (rpm)
Passage length (mm)
Number of passes (mm)
and the choice of steel grade
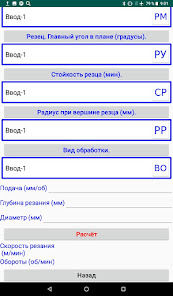
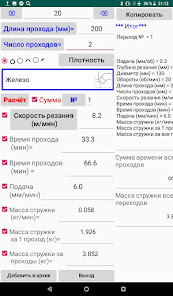
Calculated:
Cutting speed (m / min) or revolutions (rpm)
Time of one pass (min)
Time of all passes (min)
Feed (mm / min) or (mm / rev))
Chip weight (kg / min)
Chip weight per 1 pass (kg / min)
Chip weight for all passes (kg / min)
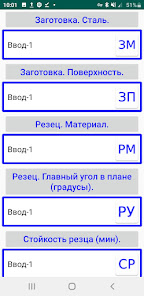
On screen-1, by the [Cutting speed] button, go to Screen-2.
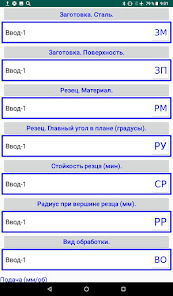
On Screen-2, use the buttons to switch to the data entry screens:
[Blank. Steel.]
[Blank. Surface.]
[Cutter. Material.]
[Cutter. Entering angle (degrees).]
[Tool life (min).]
[Tool nose radius (mm).]
[Treatment type.]
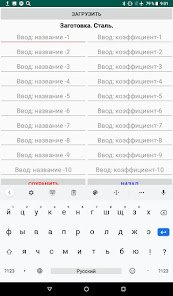
The data and cutting factors must be saved.
To display the added data in the drop-down lists on Screen-2, the application needs to be restarted.
On Screen-2, the cutting speed (and revolutions when entering the outer diameter) is calculated for external longitudinal turning of structural carbon steel
passing incisors according to the method from the book:
≪Machine-builder technologist's guide≫
Moscow
Mechanical engineering
1985 year.
This scheme for calculating the cutting speed does not take into account:
technical condition of the machine (wear of guides, wedges, etc.)
rigidity of the part,
processing characteristic (with impact, without impact, etc.)
and a scheme for fixing the part on the faceplate of the boring lathe.
[7. Type of processing] - additional factor (if not used, enter K = 1.00)
On screen-1, click the [Density] button and enter the name of the material into the table in the left column and the numerical value in the right one.
After entering the data, you need to save them.
To display the added materials in the drop-down list on Screen-1, the application needs to be restarted.
When entering cutting modes for a lathe or carousel:
Feed (mm / rev) or (mm / min)
Cutting depth (mm)
Diameter (mm)
Revolutions (rpm) or cutting speed (rpm)
Passage length (mm)
Number of passes (mm)
and the choice of steel grade
Calculated:
Cutting speed (m / min) or revolutions (rpm)
Time of one pass (min)
Time of all passes (min)
Feed (mm / min) or (mm / rev))
Chip weight (kg / min)
Chip weight per 1 pass (kg / min)
Chip weight for all passes (kg / min)
On screen-1, by the [Cutting speed] button, go to Screen-2.
On Screen-2, use the buttons to switch to the data entry screens:
[Blank. Steel.]
[Blank. Surface.]
[Cutter. Material.]
[Cutter. Entering angle (degrees).]
[Tool life (min).]
[Tool nose radius (mm).]
[Treatment type.]
The data and cutting factors must be saved.
To display the added data in the drop-down lists on Screen-2, the application needs to be restarted.
On Screen-2, the cutting speed (and revolutions when entering the outer diameter) is calculated for external longitudinal turning of structural carbon steel
passing incisors according to the method from the book:
≪Machine-builder technologist's guide≫
Moscow
Mechanical engineering
1985 year.
This scheme for calculating the cutting speed does not take into account:
technical condition of the machine (wear of guides, wedges, etc.)
rigidity of the part,
processing characteristic (with impact, without impact, etc.)
and a scheme for fixing the part on the faceplate of the boring lathe.
[7. Type of processing] - additional factor (if not used, enter K = 1.00)
Updated on
Safety starts with understanding how developers collect and share your data. Data privacy and security practices may vary based on your use, region, and age. The developer provided this information and may update it over time.

No data shared with third parties
Learn more about how developers declare sharing

No data collected
Learn more about how developers declare collection
What's new
Выпуск от 20221109





